Produktion von Batteriezellen der nächsten Generation
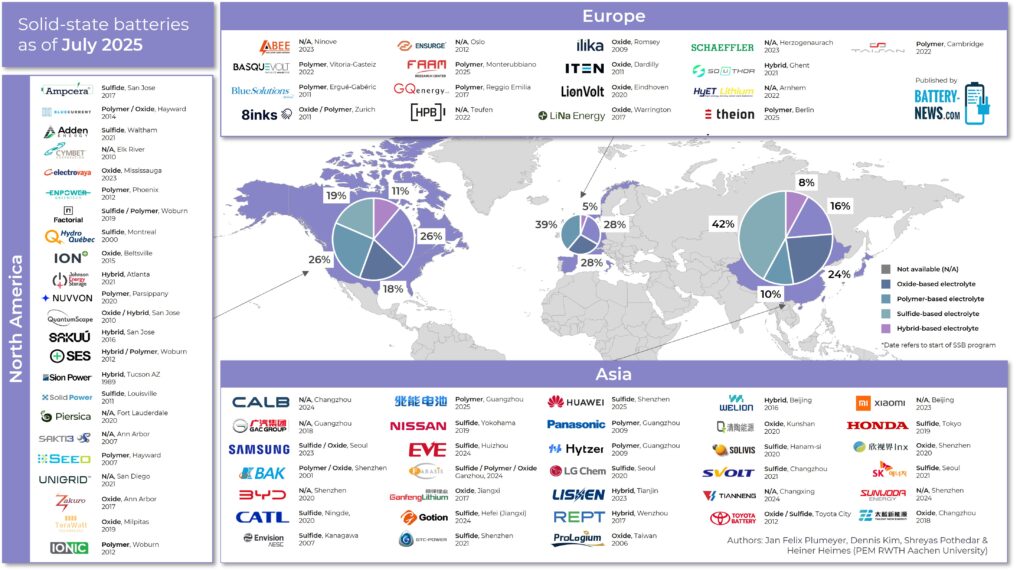
Die Battery-News präsentieren einen weltweiten Überblick zu geplanten und bereits umgesetzten Projekten im Bereich der Produktion von Batterien der nächsten Generation.
Produktion von Batteriezellen der nächsten Generation Weiterlesen »